Как правильно паять полипропиленовые трубы для водопровода паяльником
Содержание:
- Каковы основные преимущества такого соединения элементов?
- Как паять – описание технологии процесса для начинающих
- Критерии выбора труб и вида клея
- Монтаж систем водоснабжения из полипропиленовых труб
- Подготовка оборудования к сварке
- Влияние ошибок на качество сварки
- Монтаж труб ПВХ
- Подготовка к монтажу ПП труб
- Инструкция по сварке
- Сварка своими руками
- Использование холодной сварки для ремонта протечки трубы
Каковы основные преимущества такого соединения элементов?
К наиболее значимым особенностям рассматриваемого способа совмещения отдельных звеньев конструкции вполне справедливо относят:
- Высокая скорость сборки конструкции без ущерба для конечного результата.
- Используя сочетание без сварки, мастер значительно сокращает вероятность протечки.
- Низкая цена реализации указанных процессов.
Кроме того, холодная сварка составляющих из пвх может выполняться путем склеивания. Данный способ не уступает «горячей» фиксации по итоговому качеству соединения и их стоимости, а иногда и помогает сэкономить, поскольку исключаются затраты на электроэнергию.
Как паять – описание технологии процесса для начинающих
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки начинающего мастера должны быть свободными. Иначе сварить конструкцию будет невозможно.
На регуляторе выставляют температуру в +260 градусов по Цельсию. Этот показатель называют оптимальным для плавления полипропиленовых изделий. Так же он безопасен для тефлонового покрытия насадок. Регулятор на устройстве может отсутствовать.
Это совсем не означает, что такой сварочный агрегат не пригоден для того, чтобы хорошо соединить пластик. Это бывает по той причине, что другая температура для прогрева пластиковых материалов, кроме указанной нормы не используется. Поэтому делать большой акцент на этом вопросе не стоит.
После этого начинают производить своими руками саму пайку. Фитинг и труба одновременно одевается на насадки. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве производится в форме конуса с уклоном в пять градусов.
Номинальному показателю соответствует только внутренний диаметр поверхности. Трубную заготовку нужно вставлять до упора, но ее нельзя придавливать далее. Сильное продавливание в данной ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое скрепление подогретых деталей из полипропилена
Так же важно помнить, что проворачивать или сдвигать созданную конструкцию нельзя до полного остывания
Для того чтобы поправить небольшой изъян, будет только несколько секунд. Любые подвижки после могут пагубно отразиться на герметичности созданного узла.
Критерии выбора труб и вида клея
Холодная сварка для труб различается по консистенции и составу. Жидкий клей производят двухкомпонентным – в виде клеящей смеси и отвердителя. Их соединяют в определенной пропорции непосредственно перед применением. При выборе материала для заклейки дефектов нужно учитывать состав и назначение. Пластичный аналог по консистенции напоминает пластилин. Его продают в виде однокомпонентной либо двухкомпонентной смеси. Он изготавливается в форме бруска, который перед использованием тщательно разминают. Производители предлагают такие разновидности холодной сварки:
- для металла – пригоден для временной заклейки течи в металлическом трубопроводе с низким давлением, резервуаров, карбюраторов и радиаторов автомобилей;
- для пластиковых труб – специализированный состав для пластиковых и пластмассовых деталей, хорошо устраняет трещины на корпусе, пригоден для пвх труб, хорошо герметизирует соединения;
- универсальный – может использоваться для пластмассовых, металлических, полипропиленовых, стеклянных и керамических изделий, хуже склеивает по сравнению со специализированными составами;
- для сантехники – устраняет трещины и течи на раковинах, унитазах и прочих фарфоровых и фаянсовых сантехнических приборах.

Разновидности клеевых составов холодной сварки
Монтаж систем водоснабжения из полипропиленовых труб
Для систем водоснабжения и отопления частных и многоквартирных домов применяют, в основном, изделия из металлопластика и полипропилена. При этом полипропиленовые конструкции более предпочтительны в закрытых системах (внутри стен, гипсокартонных конструкций, под плиткой и т. д.). Объясняется это тем, что резьбовые соединения металлопластиковых муфт при многократном расширении-сжатии во время нагрева прослабевают и требуют периодической подтяжки. Полипропиленовые же сварочные соединения этого недостатка лишены.
Для проведения работ по монтажу системы водоснабжения или отопления из полипропиленовых труб необходимо понимать принцип и следовать чётким рекомендациям. Сварка пластиковых труб своими руками доступна даже новичку, но требует определённой сноровки и приобретения некоторого опыта.
Способы сварочных соединений
Сварка пластиковых труб – это доступный и проверенный способ их соединения, который позволяет создавать надежные системы водоснабжения. При этом прочность полученного соединения не отличается от прочности монолитной пластиковой трубы. Технология сваривания позволяет получить трубопроводы любой длины и конфигурации. В напорных трубопроводах используют три принципа сваривания – сварку встык, враструб и муфтовую сварку.
Для выполнения работ по стыковой сварке необходимо применение специального оборудования. Торцы труб устанавливают в сварочный агрегат, который обеспечивает их взаимное центрирование. После этого обрабатывают их края, затем разогревают специальным приспособлением и прижимают друг к другу при помощи специального механизма подачи. В результате образуется равномерный качественный шов. Такой способ позволяет создавать трубопроводы из труб большого диаметра.
Для систем водоснабжения в частных домах и квартирах применяются полипропиленовые трубы диаметром до 63 мм. При этом используются два вида монтажа:
- сварка в ратсруб (при этом виде соединения одна труба входит в другую, конец которой предварительно расширен);
- муфтовая сварка (трубы входят с двух сторон в специальную муфту).
Для снабжения труб резьбовым соединением, применяют резьбовые муфты-фитинги с ратсрубом.
Инструмент, необходимый для монтажа
Для монтажа системы, состоящей из полипропиленовых труб, необходимо наличие следующих инструментов:
- сварочный аппарат (паяльник) для труб из полипропилена;
- насадки для сварочного паяльника;
- ножницы для резки пластиковых труб (труборез);
- торцевая зачистка для полипропиленовых труб (шейвер);
- маркер и рулетка;
- крепежные клипсы;
Не следует забывать и о личной безопасности, поэтому защитные рукавицы будут очень кстати.
Сварочный аппарат, «утюг», сварочный паяльник, – как только не называют этот инструмент для сварки труб из пластика.
К паяльнику необходимо иметь насадки для различных диаметров труб. Если вы надумали приобрести инструмент, не выбирайте самый дешёвый. Лучше всего возьмите аппарат с подставкой и насадками, покрытыми тефлоном. Это позволит выполнить работу качественно. Труборез можно с успехом заменить ножовкой по металлу, если не планируется большой объем работы. Шейвер же необходим только при работе с трубами, предназначенными для горячего водоснабжения для срезания внешнего алюминиевого покрытия.
При всей своей простоте, процесс сварки полипропиленовых труб требует аккуратности и выполнения определенных технологических требований, поэтому к делу необходимо подходить максимально ответственно.
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
- Центратор. Это станина с 4 металлическими зажимами для труб, два из которых подвижны, а два жестко зафиксированы на основании.
- Торцеватель. Представляет собой отдельное дисковое устройство для точной механической обрезки концов свариваемых труб. Устройство крепится к направляющим сварочного аппарата.
- Нагревательное зеркало. Представляет собой покрытую тефлоном округлую пластину, к которой придавливаются стыки труб для расплавления ПЭ. Имеет встроенный термометр.
- Гидравлический или механический привод. Устройство для регулирования силы сдавления труб при их нагреве и последующем соединении.
- Редукционные вкладыши. Это набор сменных полуколец для фиксации труб различного диаметра.
- Блок управления. Входит в комплекты оборудования с автоматизацией процесса сварки.
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.
 Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат;
- ножницы-труборезы;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Подготовка к сварочному процессу
Непосредственно перед нагревом спаиваемых деталей нужно:
- Убедиться в идентичности материала и маркировки спаиваемых деталей.
- Очистить и обезжирить стыки соединяемых изделий.
- Центрировать трубы и жестко их зафиксировать.
- Обработать срезы торцевателем до образования непрерывной ленты длиной в две окружности трубы.
После всего необходимо очистить края соединяемых деталей от стружки.
 Торцеватель с электроприводом значительно ускоряет процесс монтажа, особенно при больших объемах работы, но его стоимость слишком высокая для разовой работы
Торцеватель с электроприводом значительно ускоряет процесс монтажа, особенно при больших объемах работы, но его стоимость слишком высокая для разовой работы
После тщательной подготовки полиэтиленовых труб и фитингов к сварке можно быть уверенным, что качественный шов наполовину гарантирован.
Влияние ошибок на качество сварки
Пренебрежение правилами выполнения сварочных работ приводит к ошибкам, влияющим на итоговое качество и надежность конструкций. Прежде чем приступить к выполнению сварочных работ, для начинающих будет полезным провести тренировку для наработки опыта.
Чаще всего встречающиеся ошибки в работе:
- Сварка деталей, не обработанных чистящим, обезжиривающим средством.
- Перегрев или недогрев спаянных деталей.
- Не полностью снят армирующий слой.
- Вращение деталей при прогреве или состыковке деталей.
- Несоблюдение глубины сварки.
- Неровный срез трубы.
Монтаж труб ПВХ
Монтаж и соединение пластиковых труб осуществляется значительно проще, чем металлических трубопроводных изделий и занимает минимум времени. Трубы ПВХ можно соединить методом пайки, используя паяльник для труб ПВХ. Этот способ не нуждается в предварительных, специальных подготовительных работах.
Прибор для проведения сваривания изделий
Сварочный аппарат для труб ПВХ предназначен для стыковки изделий друг с другом. Он имеет нагревательный элемент, в который устанавливаются специальные гильзы необходимого диаметра. Благодаря встроенному индикатору прибора, осуществляется контроль над температурой нагрева. Работает утюг для труб ПВХ от промышленной сети переменного тока.

Сварочный аппарат (утюг) для ПВХ труб
Разогревающее тепло трубам передается от предварительно раскаленных гильз. Они обеспечивают расплавление наружной поверхности трубы для осуществления эффекта молекулярной диффузии соединяемых поверхностей. Гильзы покрываются специальным материалом (тефлоном), благодаря которому к ним не прилипает расплавленный материал трубы. Работа с прибором осуществляется только в специальных перчатках для недопущения получения ожогов.
До отвердения ПВХ материала после пайки необходимо ветошью или деревянной лопаткой очистить поверхности от остатков оплавления. После остывания соединения проделать эту операцию без повреждения поверхности трубы будет проблематично.
Соединение изделий может осуществляться по одной из следующих технологий сварки:
- Муфтовой, когда концы труб для соединения входят в дополнительную муфту.
- Раструбной, когда один конец трубы имеет специальное расширение для входа в него конца другого изделия.
- Встык. Такой способ используется для соединения трубопроводных изделий в диаметре более чем 63,0 мм. Считается наиболее эффективной и надежной именно стыковая сварка. Такой метод состыковки является также наиболее долговечным.
Также стоит отметить способ клеевого соединения или холодную сварку ПВХ труб.

Оборудование для пайки труб большого диаметра встык
Соединение ПВХ изделий по раструбной технологии
Рассмотрим более подробно, как осуществляется пайка труб ПВХ с применением раструбной технологии. Для этого способа при монтаже продукции до 40,0 мм в диаметре достаточно использовать ручной специальный аппарат для сваривания изделий. Если же соединению подлежат изделия большого диаметра, необходимо использовать стационарное оборудование для ПВХ труб, обеспечивающее точную предварительную их центровку.
Для осуществления пайки труб необходимо:
- Надежно установить на горизонтальную поверхность аппарат для сварки. Обеспечить полную неподвижность прибора.
- Соединяемые концы труб должны быть отрезаны острым ножом или специальными ножницами строго под прямым углом.
- Включить прибор и подождать некоторое время, необходимое для нагревания насадок до высокой температуры (около 260ºС).
Следует помнить, что при меньшей температуре нагрева не гарантируется прочность и герметичность соединения. В случае перегрева муфт произойдет разрушение структуры материала труб, что приведет к потере ее прочности.
- Далее на разогретые насадки необходимо поместить трубные изделия на небольшое время, до начала расплавления конца трубы, который вставляется в раструб. При соединении необходимо обязательно контролировать, чтобы не возникло перекосов.

Конец трубы и фитинг надевают на разогретые насадки
- После проведения пайки обеспечить неподвижность соединенных элементов на несколько минут до окончательного отвердевания стыка.
Таким образом, используя специальный инструмент можно самостоятельно за короткое время проводить соединение ПВХ продукции. Полученные соединения характеризуются герметичностью и прочностью на протяжении продолжительного периода эксплуатации.
Подготовка к монтажу ПП труб
Чтобы осуществить монтаж ПП труб, важно тщательно изучить схему системы водоснабжения и обогрева, подготовить ряд инструментов и ознакомиться с пошаговой инструкцией. Все работы выполняются в несколько этапов. Все работы выполняются в несколько этапов
Все работы выполняются в несколько этапов.
Этап 1 составление проекта
Перед закупкой материалов для монтажа труб своими руками нужно составить схему их подключения. Для связывания батарей с контуром отопления используют следующие методики:
- Проточная.
- Монтаж с нерегулируемым байпасом.
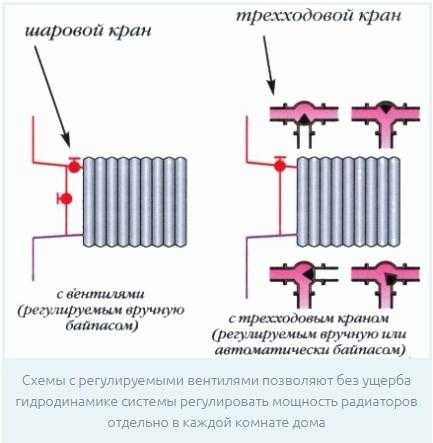
- Монтаж с вентилями.
- С трехходовым клапаном.

Еще домашний водопровод может отличаться схемой разводки. Сегодня используют две технологии монтажа полипропиленовых труб:
- Параллельная. Выполняется по такому принципу: на входе системы водоснабжения устанавливают коллектор, напоминающий флейту. С его помощью можно создавать ряд отводов в любом удобном направлении.
- Тройниковая (считается традиционным решением).
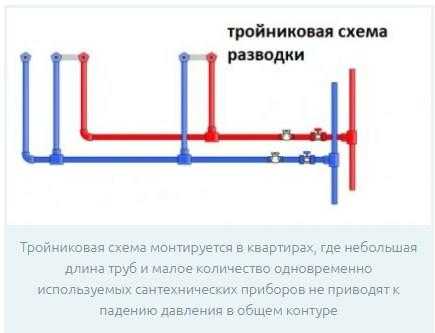
От каждого отвода протягивают отдельную трубу. Плюсом этой системы является одинаковый уровень давления во всех точках разбора жидкости, а минусом – необходимость использования большого количества труб. При этом, если один элемент будет поврежден, остальные детали будут работать без сбоев.
Последняя схема называется последовательной и заключается в прокладывании единой трубы для всей сантехники. Дальше от нее проделываются отводы посредством тройника.
Этап 2 подготовка инструментов
Работа с полипропиленовыми трубами предусматривает применение специального инструмента. Стоимость всех приспособлений будет варьироваться от 5 до 10 тыс. руб. Базовый набор состоит из:
- Сварочного оборудования или паяльника для работы с полипропиленом.
- Ножниц для нарезки труб.
- Шейвера для удаления покрытия из алюминия.
- Калибратора,с помощью которого можно будет следить за диаметром всех составляющих.
- Деталей для прогревания элементов спайки.
| Фотография инструмента | Название |
|---|---|
 |
сварочный аппарат, для работы в домашних условиях рекомендуется использовать агрегаты, предназначенные для сварки труб ПП небольшого и среднего диаметра — до 63 мм. |
 |
Труборез — идеальное устройство для отсечения полипропилена. |
 |
Шейвер — предназначен для удаления слоя армировки. |
 |
Торцеватель нужен для качественной стыковки трубы |
 |
Маркер для разметки труб. |
 |
При помощи строительного уровня и карандаша нарисуйте на стене направление труб |
 |
Рулетка — один из главных инструментов в стройке. |
| Обезжириватель нужен для удаления нечистот с поверхностей сварочных стыков. |
Кроме того, необходимо найти разводной ключ, рулетку и маркер. Если конструкции из ППР и монтаж трубопроводов внедряются один раз, лучше попросить инструментарий у друзей или взять их в аренду.
Этап 3 выбор полипропиленовых фитингов

Чтобы осуществить прокладку водопровода из полипропиленовых труб своими руками и совместить их с домашней сантехникой, следует приобрести специальные ПП-фитинги. Среди них:
- Переходники.
- Отводы ниппельного типа.
- Соединяющие муфты.
- Тройники.
- Заглушки.
- Крестовины.
- Шаровые краны.
- Хомуты.

Поскольку качество изготовления фитингов может отличаться, необходимо подбирать их с учетом особенностей трубы.
Этап 4 выбор схемы соединения
Для разводки водопровода в квартире полипропиленом, следует найти схему соединения. Специфика пайки может отличаться для труб разного диаметра. Одинаковые по толщине трубы соединяются встык, а разные – с помощью раструбного метода. Он подразумевает собой стык одной части трубы в расширенный фитинг.
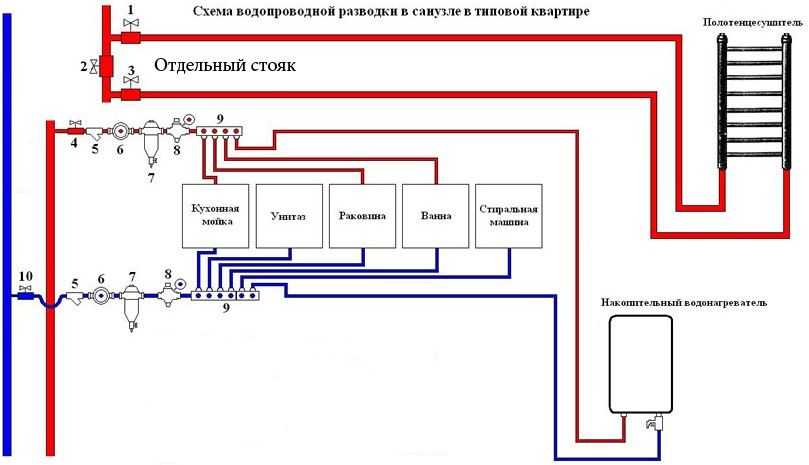 1. Верхний шаровой кран на полотенцесушитель. 2. Шаровой кран на перемычку. 3. Нижний шаровой кран на полотенцесушитель. 4. Основной кран на горячую воду. 5. Фильтр – “Грязевик” 6. Счётчик. 7. Фильтр тонкой очистки. 8. Редуктор давления. 9. Коллектор. 10. Основной кран на холодную воду.
1. Верхний шаровой кран на полотенцесушитель. 2. Шаровой кран на перемычку. 3. Нижний шаровой кран на полотенцесушитель. 4. Основной кран на горячую воду. 5. Фильтр – “Грязевик” 6. Счётчик. 7. Фильтр тонкой очистки. 8. Редуктор давления. 9. Коллектор. 10. Основной кран на холодную воду.
Соединение ПП изделий бывает разъемным или неразъемным. В первом случае к концам деталей припаиваются резьбовые фитинги. При неразъемном монтаже сливаются две конструкции из полипропилена.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
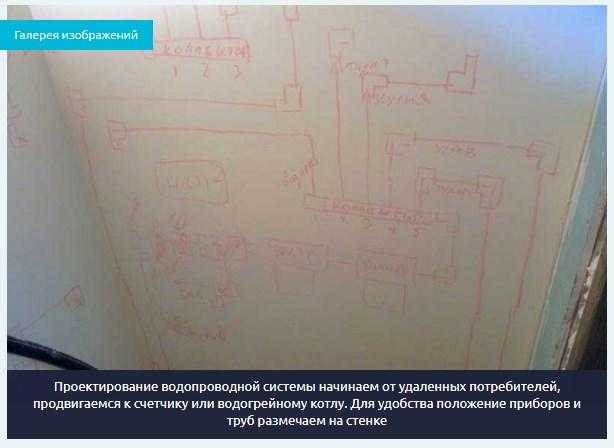
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Сварка своими руками
Работу следует выполнять в помещении с хорошей вентиляцией. Полипропилен при нагревании способен выделять токсичные вещества, а они могут причинить вред здоровью, вызывая отравления.
Поэтапная инструкция по сварке:
- Сначала на паяльник устанавливают необходимую насадку правильного размера;
- Для плавления полипропилена должна быть достигнута температура в 260 градусов;
- Подготавливают детали для соединения, проводят их очистку и правильное размещение;
- Затем запускается в работу паяльник;
- Необходимо выждать необходимое время для нагревания, а об этом сигнализирует зеленый окрас датчика.
 При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
Затем труба и фитинг одновременно надеваются на болванку и паяльный инструмент. Труба вставляется внутрь болванки. Фитинг размещается на внешней стороне. Он засовывается до упора, а труба — до готовой отметки. Главное — правильно выдержать время.
Если инструмент прогреется плохо, то и уровень диффузии будет небольшой, а это нарушит качество сплава. А большая температура приведет к перегреву деталей. Оптимальное время зависит от диаметра трубы и фитингов.
После нагревания важно сразу выполнить стыковку. Главное правило процедуры – соблюдение сносности. Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается
При этом требуется не спешить и не тянуть, придерживаясь золотой середины
Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается. При этом требуется не спешить и не тянуть, придерживаясь золотой середины.
Использование холодной сварки для ремонта протечки трубы
Перед началом работ по свариванию необходимо перекрыть краны запорной арматуры, слить воду, обеспечить хороший доступ к проблемному участку. Участок с трещинами и сколами очищают от загрязнений, обезжиривают. Обязательно удаляют старые слои краски. Застарелую краску в месте течи можно очистить крупнозернистой наждачной бумагой либо болгаркой, используя специальные насадки.
Если ремонтные работы выполняются в отопительный период, слив воды из системы выполнить не всегда получится. Заделку дефектов проводят на функционирующей магистрали. При этом не следует рассчитывать на качественную адгезию между материалами. Стекающая жидкость не дает возможность хорошо прилипнуть клею к участку.